ҫW(wЁЈng)ХҫКЧн“
№«ЛҫҪйҪB
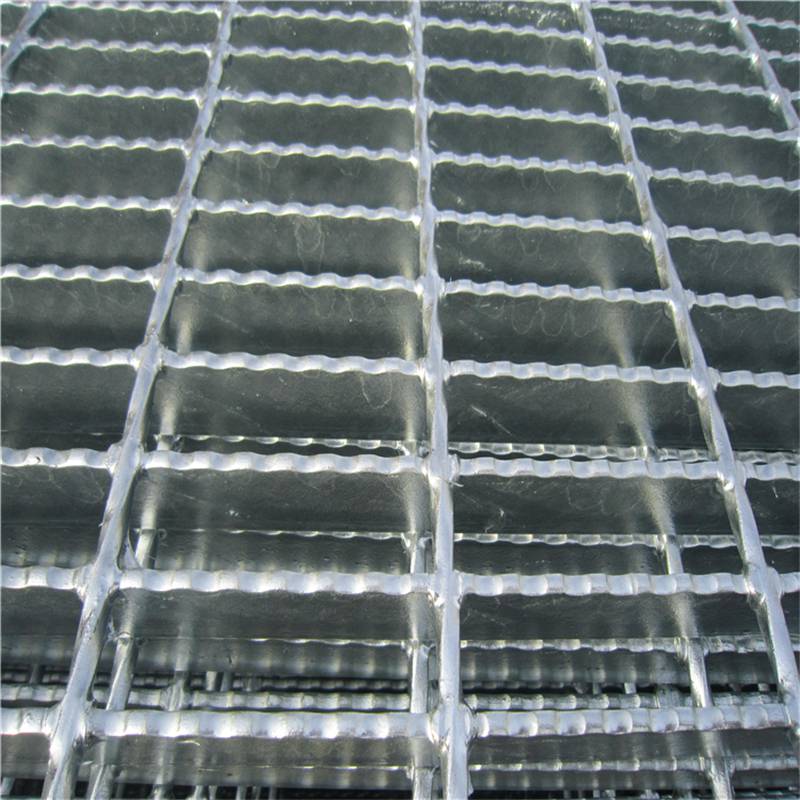
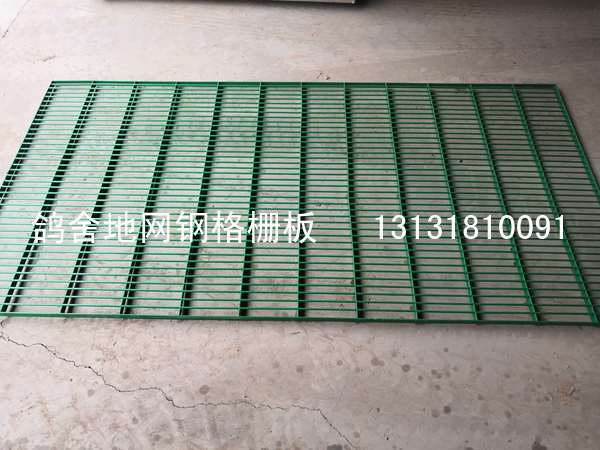
д“ёс°е®a(chЁЈn)Ж·
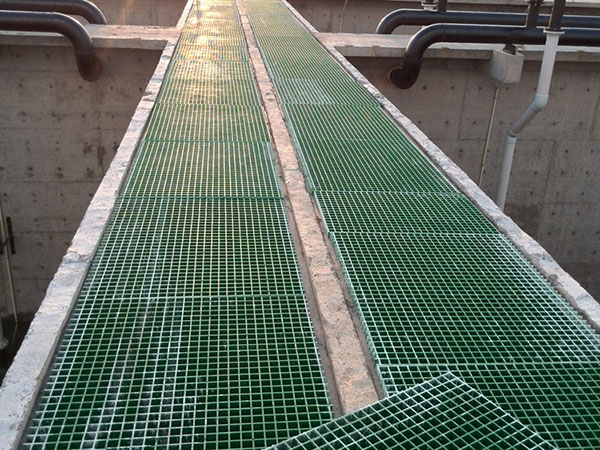
д“°еҫW(wЁЈng)®a(chЁЈn)Ж·
РВВ„ЦРРД
№ӨіМ°ёАэ
ЖуҳI(yЁЁ)ЩYЩ|(zhЁ¬)
і¬·еҢҚ(shЁӘ)ҫ°
В“(liЁўn)ПөОТӮғ
13131810091